Dəstək üsulu
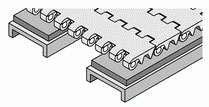
HONGSBELT modul konveyer kəmərinin ən yaxşı dəstəkləyici üsulu kəmər altında dayaq kimi köhnəlmiş zolaqları qəbul etməkdir.Kəməri dəstəkləmək üçün rulonları qəbul etməmək üçün , çünki silindrlər arasındakı məsafə modulları birləşdirən mövqedə qeyri-adi vibrasiyaya səbəb olacaq və dişli çarxlar konveyer kəməri ilə səhv bir əlaqə yaradacaqdır.Aşınma zolaqlarını dəstəkləməyin iki normal yolu var;biri paralel düzülüş, digəri isə şevron düzümüdür.HONGSBELT konveyer kəmərləri hər iki dəstəkləyici yolla dəstəklənə bilir. HONGSBELT seriyalı məhsullar müxtəlif növ aşınma zolaqlarının dizaynı üçün uyğundur.
Paralel tənzimləmə
Düz aşınma zolaqları çərçivəyə yerləşdirilir və kəmərin daşıma istiqaməti ilə paraleldir.HONGSBELT məhsullarının qəbulu üçün ən populyar dizayndır.
Paralel Wearstrip üçün quraşdırma izahatı
Aşınma zolaqları üçün ən yaxşı tənzimləmə, temperaturun dəyişməsi nəticəsində yaranan termal genişlənmə və daralma səbəbindən məsafənin böyük olmasının qarşısını almaq üçün aşınma zolaqlarını yanal çarpaz üsulu ilə bir-birinə bağlamaqdır.Bu, yiv şəklində boşluqlara səbəb olacaq və əməliyyat zamanı konveyer kəmərinin batması səbəbindən səs-küyə və qeyri-adi fasiləyə səbəb olacaqdır.
Meydançanın təşkili ilə əlaqədar olaraq, sol menyuda Pitch Diaqramına baxın.
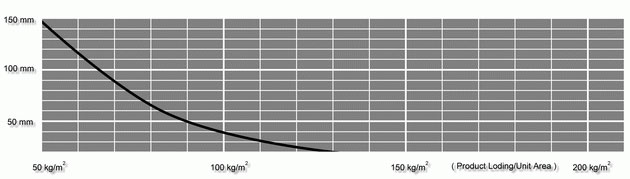
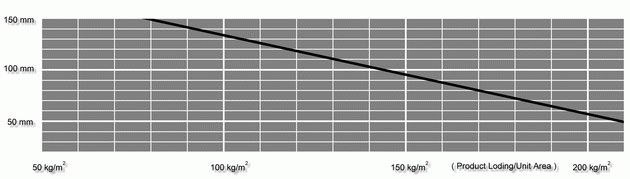
Pitch diaqramı - 100-cü seriyanın P
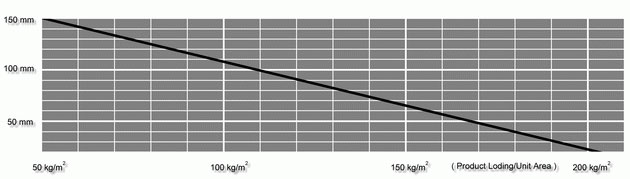
Qeydlər
Yuxarıdakı qrafik dəstəkləyici aşınma zolağı mərkəzinin məsafə məlumatlarıdır;bu məlumatlar təxminidir və yalnız istinad üçündür.Quraşdırarkən onu orta və əyri məlumatlardan kiçik ayırın.
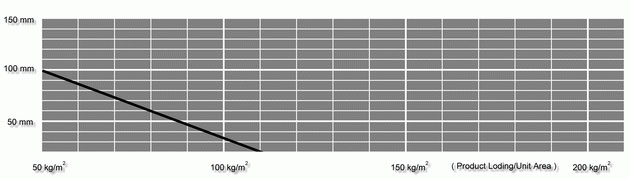
Pitch Diaqramı - 200 Seriyasının P Tipi A
Qeydlər
Yuxarıdakı qrafik dəstəkləyici aşınma zolağı mərkəzinin məsafə məlumatlarıdır;bu məlumatlar təxminidir və yalnız istinad üçündür.Quraşdırarkən onu orta və əyri məlumatlardan kiçik ayırın.
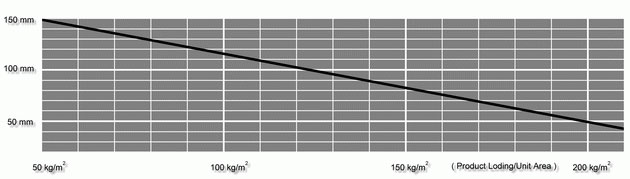
Pitch Diaqram Cədvəli - Seriya 200 P Tipi B
Qeydlər
Yuxarıdakı qrafik dəstəkləyici aşınma zolağı mərkəzinin məsafə məlumatlarıdır;bu məlumatlar təxminidir və yalnız istinad üçündür.Quraşdırarkən onu orta və əyri məlumatlardan kiçik ayırın.
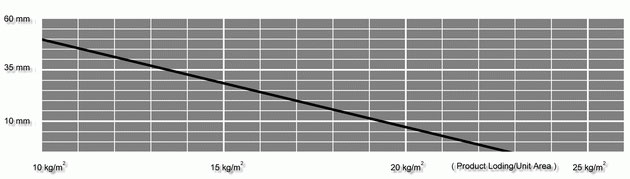
Pitch Diaqram Cədvəli - 300-cü seriyanın P
Qeydlər
Yuxarıdakı qrafik dəstəkləyici aşınma zolağı mərkəzinin məsafə məlumatlarıdır;bu məlumatlar təxminidir və yalnız istinad üçündür.Quraşdırarkən onu orta və əyri məlumatlardan kiçik ayırın.
Pitch diaqramı - 400-cü seriyanın P
Qeydlər
Yuxarıdakı qrafik dəstəkləyici aşınma zolağı mərkəzinin məsafə məlumatlarıdır;bu məlumatlar təxminidir və yalnız istinad üçündür.Quraşdırarkən onu orta və əyri məlumatlardan kiçik ayırın.
Pitch diaqramı - 500-cü seriyanın P
Qeydlər
Yuxarıdakı qrafik dəstəkləyici aşınma zolağı mərkəzinin məsafə məlumatlarıdır;bu məlumatlar təxminidir və yalnız istinad üçündür.Quraşdırarkən onu orta və əyri məlumatlardan kiçik ayırın.
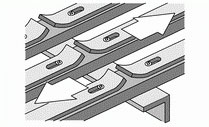
Chevron Wearstrips Aranjımanı
Aşınma zolaqlarını şevron düzümündə yerləşdirmək üçün;o, kəmərin bütün enini dəstəkləyə bilər və kəmərin aşınma vəziyyəti orta hesabla paylanacaq. Bu tənzimləmə həm də ağır yükləmə tətbiqləri üçün yaxşıdır.Yükü orta hesabla paylaya və kəmərin dəstəkləyici enini azalda bilər;onun düzxətli hərəkətdə istiqamətləndirici təsiri də düz aşınma zolaqlarından daha yaxşıdır.Bu, tövsiyə etdiyimiz ən yaxşı dəstək metodudur.
Chevron Wearstrips Aranjemanının quraşdırılması
Şevron quruluşunun aşınma zolaqlarını quraşdırarkən lütfən, aşınma zolaqlarının üfüqi tangens bucağı θ ilə meydançanın düzülüşü P1 arasındakı əks əlaqəyə xüsusi diqqət yetirin.Zəhmət olmasa, köhnəlmə zolaqlarını kəmər və aşınma zolaqlarının təmas nöqtəsində tərs üçbucaq şəklində emal edin;bu, kəmərin daha hamar işləməsini təmin edəcək.
Chevron Wearstrip Arrangement Pitch Cədvəli - P1
vahid: mm
| Yüklənir | ≤ 30kq / M2 | 30 ~ 60 kq / M2 | ≥ 60 kq / M2 | ||||||||||
| DEG. | 30° | 35° | 40° | 45° | 30° | 35° | 40° | 45° | 30° | 35° | 40° | 45° | |
| Serial | 100 | 140 | 130 | 125 | 115 | 125 | 120 | 115 | 105 | 105 | 100 | 95 | 85 |
| 200A | 100 | 90 | 85 | 80 | 80 | 75 | 70 | 65 | 65 | 60 | 55 | 50 | |
| 200B | 90 | 80 | 75 | 70 | 70 | 65 | 60 | 55 | 55 | 50 | 45 | 40 | |
| 300 | 150 | 145 | 135 | 135 | 135 | 130 | 120 | 110 | 130 | 125 | 115 | 110 | |
| 400 | 90 | 80 | 75 | 70 | 70 | 65 | 60 | 55 | 55 | 50 | 45 | 40 | |
| 500 | 140 | 130 | 125 | 115 | 125 | 120 | 115 | 105 | 105 | 100 | 95 | 85 | |
Zəhmət olmasa konveyerin orta eninə uyğunlaşdırmaq və meydançanı özünüz tənzimləmək üçün meydança diapazonu üçün yuxarıdakı cədvələ baxın.
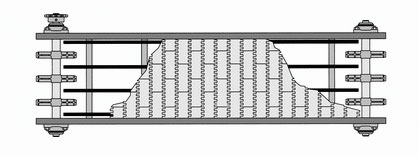
Sag sahəsi həlli
Ağır yüklərin daşınması və ya yuvarlanması və sürüşməsi kimi qeyri-sabit vəziyyətlərdə işləyərkən;qravitasiya təzyiqi səbəbindən birləşdirici mövqedə struktur əyilmə görünəcək.Bu, kəmər səthinin köhnəlmə zolaqları və sürücü/İdler dişli çarxı arasında əyilməsi ilə nəticələnəcək.Bu, kəmərin yanlış bağlanmasına səbəb olacaq və daşınma proseduruna təsir edəcəkdir.
Yuxarıda qeyd olunan vəziyyətin qarşısını almaq üçün biz kəmər dayağının möhkəmləndirilməsi üçün gücləndirici zolaqdan istifadə etməyi tövsiyə edirik. Dizaynın əsas məqamı aşınma zolaqlarının dişli çarxın mərkəzi vəziyyətinə yaxınlaşmasıdır.
Wearstrip-dən Sprockets Mərkəzinə ən yaxın məsafə
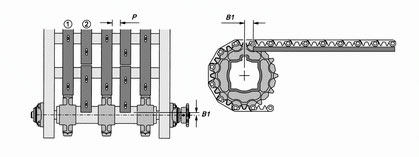
B1-in müvafiq ölçüsü, lütfən, aşağıdakı cədvələ baxın.Aşınma zolaqları 1-ci yerdə, B1 isə 2-ci yerdə quraşdırılıb. Yanal çarpaz düzülmə arasındakı məsafə üçün lütfən, Meydançaya baxın.
Sol menyuda diaqram.
| Serial | B1 |
| 100 | 26 mm |
| 200 | 13 mm |
| 300 | 23 mm |
| 400 | 5 mm |
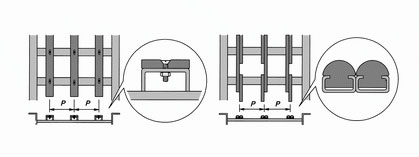
Wearstrips Emalı
Aşınma zolaqları adətən TEFLON və ya UHMW, HDPE mürəkkəb plastik materialdan hazırlanır.Bazarda satın alına bilən müxtəlif standart ölçülər var.Bu aşınma zolaqları qaynaq yolu ilə konveyer çərçivəsinin C formalı bucaq poladına bərkidilə və ya birbaşa vintlərlə bərkidilə bilər.Quraşdırarkən, temperaturun dəyişməsi nəticəsində yaranan plastik materialın termal genişlənməsi və büzülməsi üçün kifayət qədər boşluq saxladığınızdan əmin olun.Aşınma zolaqları ilə örtülmüş plastik materialın uzunluğunun 1500 mm-dən çox olmamasını tövsiyə edirik.
İş mühitinin temperaturu 37°C-dən az olduqda, lütfən, A metodunu tətbiq edin. Temperatur 37°C-dən yüksək olduqda, lütfən, B metodunu tətbiq edin. Daha yaxşı və rəvan işləmək üçün lütfən, aşınma zolağının hər iki ucundakı boşluqları emal edin. quraşdırmadan əvvəl invert üçbucaq.
Aşınma lentləri materialı
Aşınma zolaqlarının boşluqları üçün materiallar ümumiyyətlə TEFLON, UHMW və HDPE-dir.Onlar hər cür iş mühitinə uyğun işlənir.Aşağıdakı cədvələ müraciət edin.
| Material | UHMW / HDPE | Actel | |||
| Quru | yaş | Quru | yaş | ||
| Fırlanma sürəti | < 40M / dəq | O | O | O | O |
| > 40M / dəq | △ | O | O | O | |
| Mühit temperaturu | < 70 °C | O | O | O | O |
| > 70 °C | X | X | △ | O | |
Aşağı Temperatur
Aşağı temperatur mühitində aşınma zolaqları plastik materialdan, UHMW və ya HDPE-dən hazırlanmışdır, fiziki dəyişiklik, termal genişlənmə və büzülmə nəticəsində deformasiyaya uğrayırdı.Bu, konveyerin iş səmərəliliyinə təsir edəcəkdir.
Buna görə də, yüksək temperatur və aşağı temperatur arasında fərqli temperatur diapazonu 25 ° C-dən çox olarsa, aralayıcının parçalanmasının qarşısını almaq üçün metal yivli aşınma zolaqları qəbul etmək lazımdır.
Yüksək temperatur
HONGSEBLT modul konveyer kəməri bütün yüksək temperaturlu mühitlərdə, məsələn, 95°C buxar və 100°C batmış isti suda və s. tətbiq etmək üçün uyğundur. Lakin biz HDPE, UHMW və digər mühəndislik plastik materiallarından hazırlanmış aralayıcıları qəbul etməyi tövsiyə etmirik. yuxarıda qeyd etdiyimiz yüksək temperaturlu mühitdə dəstək.Çünki onlar yüksək temperatur mühitində ciddi şəkildə genişlənir və deformasiya olurlar;konveyerə zərər verər.
Yalnız xüsusi dizaynlı struktur və aşınma zolağı normal yolda məhdud olduqda, genişlənmə ölçüsü hesablandıqdan və çıxıldıqdan sonra yüksək temperatur mühitinin yaratdığı təqiblərə qalib gələ bilər.İstinad üçün sizə texnikanın təsvirini təqdim etmək üçün zəngin təcrübəmiz var.Əlavə məlumat üçün HONGSEBLT texniki şöbəsi və yerli agentliklərlə əlaqə saxlayın.
Plastik material yüksək temperaturda mühitdə yumşaq olacaq;artıq çəkili yükləmə sürtünməni artıracaq və kəmərə və motora zərər verə biləcək həddindən artıq yüklə nəticələnəcək.Buna görə də, temperaturu 85°C-dən yüksək olan iş mühitində paslanmayan polad keçidlərlə kəmər gücünü 40%-ə qədər azaltmalısınız.
Uzun müddətdir ki, təcrübəmizə görə, yüksək temperatur mühitində daşınma sürəti yavaş olacaq.Paslanmayan poladdan hazırlanmış məhsulları nəm və ya suya batırılmış mühitdə hamar səthlə qəbul etməyi tövsiyə edirik və onun təmas sahəsi 20 mm-dən çox deyil.Siz həmçinin TEFLON səth prosesi ilə paslanmayan poladdan istifadə edə bilərsiniz, sürtünmə faktorunu azaltmaqda yaxşıdır.